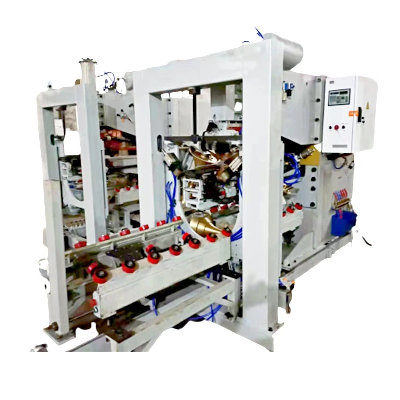
Automatic Standard Oil Drum 200L 210L 55 Gallon Steel Drum Barrel
Longitudinal Seam Welding Machine Machine DescriptionOption 1
Fully Automatic Longitudinal Seam Welding Machine"Inverter
automatic steel drum seam welder" (hereinafter referred to as seam
welder) is an important device for producing metal drums. Its
working principle belongs to the scope of resistance welding: that
is, after the workpieces are assembled, the electrode applies
pressure and the current flows through the steel plate. The contact
area of the overlap and the adjacent area generate resistance heat,
thereby forming a series of overlapped nuggets to obtain an
airtight weld.The welding method adopted by this equipment is roll
seam welding. The electrode is a cylindrical roller. Its width is
larger than the overlap of the steel plate to control the thickness
of the joint. Welding uses a large electrode pressure and
continuous welding current. By controlling welding specifications,
including parameters such as electrode pressure, welding current,
and welding speed, stable welding quality can be obtained, and seam
welding procedures for longitudinal welds with a diameter of 560mm
to 571.6mm can be completed.The operation flow of this equipment:
Manually put the cut sheet on the pedal, and automatically transfer
it to the automatic slitter. After being automatically conveyed
into the machine and rolled into a cylindrical shape, the spot
welding is not necessary, that is, the steel drum is
longitudinally welded. Seam welding, automatic unloading.Main
Specification: Diameter350-571mmHeight450-1000Thickness0.45-0.5Power
supply500V,1000HZVoltage50HZ,380V±10% Three PhaseWelding
Power160KVAWelding Speed6-12m/minCompressed
air0.6Mpa,300L/min,≤25ºCDimension3.85m*3.2m*2.1mWeight3 Tcooling
water flow≥20L/mincooling water pressure0.4 Mpa,10L/minWorking
ProcessSuction cup automatically feeds to the rolling
area---Rolling---rolled drum movement---welding
area---welding---welded---Cutting--auto unloading---repeat the
above actionsThe rolling and welding process is divided into four
process steps: feeding, trimming, rolling, welding, and unloading;
the advancing direction of the feed is perpendicular to the forming
axis of the parts at each station of rolling and welding coaxial,
unloading is parallel to the previous step. The area requirement is
not less than 10X7m2Auto Feeding Cutted sheets are stacked on
the rack to be loaded, and then the sheets are conveyed into the
rolling device one by one through a vacuum suction cup. Conveying
and pushing part:The cylindrical workpiece is pushed to the welding
station for a short time by the pawl of the conveying part, and
waits. After the welding of the workpiece at the welding station,
the electrical automatic control part sends a signal, and the
pushing part can push the workpiece from the to-be-welded station
to the welding station again, and then cycle.After the welding of
the front workpiece is completed, the pushing part can be started,
and the workpiece is slowly advanced to bring the workpiece into
the welding state. Then, quickly return to the orginal position and
wait for the next cycle.Overlap control part: 'Z' Chute and
shaping block are important basic components to determine the edge
overlap and ensure stable welding. The edge overlap of this seam
welding machine is 3mm. Adjust the thickness of the clips to adjust
the edge overlap. It is centered by three waist drum wheels to
control and ensure a stable and consistent amount of overlap.
Related MachinesOption 2 QGH Automatic Longitudinal Steel Drum Seam
Welding Machine Part I Main SpecificationWelding
Diameter350-560mmWelding Height450-1000mmWelding
Thickness0.45-1mmWelding materialsLow carbon steel sheetPower
supply 3N 380V±10% 50HZWelding power
sourceThree-phase medium frequency welding power supply (500V,
1000Hz)Welding Power160KVAWelding Speed6-7m/minCompressed
air0.6Mpa,300L/min,≤25ºCCooling water pressure0.4 Mpa,10L/min
≤20ºCOverlap3.5mm (according to user requirements)Welding
power260KVA (intermediate frequency) duty cycle; 50%Weight3
TonsCooling water flow≥20L/minMachine Capacity 6-7 pcs / min (
steel drum height 1000 mm as standard ) blanking error plate
diagonal and circumference ≤1mm .Part II Workflow,
welding principle, structure1. WorkflowThe welder is mainly
composed of six parts (automatic suction, automatic rolling,
automatic tank feeding, automatic welding, automatic unloading).
The working flow is as follows: the cut qualified sheet metal is
neatly placed on the material table, and the automatic suction
device is sent to the round machine garden, and the tank feeding
mechanism sends the round barrel body to the welding position for
welding. Deliver the welded barrel body to the next process from
the tank
body. 2.
Welding principlesBy using the principle of resistance seam
welding, using special copper alloy conductor and low voltage and
high current welding technology, t
Quality 200L Steel Drum Resistance Seam Welding Machine Automatic Steel Drum Production Line Steel Drum Welding Production Line Making Machine products, provide good price 200L Steel Drum Resistance Seam Welding Machine Automatic Steel Drum Production Line Steel Drum Welding Production Line Making Machine from .
Related products about 200L Steel Drum Resistance Seam Welding Machine Automatic Steel Drum Production Line Steel Drum Welding Production Line Making Machine
-
 Waste Tyre Plastic Recycling Machinery Machine Tire Crusher Production Line Rubber Crumb Grinding Machine Equipment Tire Shredder
Waste Tyre Plastic Recycling Machinery Machine Tire Crusher Production Line Rubber Crumb Grinding Machine Equipment Tire Shredder
-
 Stretch Plastic Blowing Pet Bottle Making Blow Molding Machine Bottles Stretch Automatic Pet Bottle Blowing Machine
Stretch Plastic Blowing Pet Bottle Making Blow Molding Machine Bottles Stretch Automatic Pet Bottle Blowing Machine
-
 Waste Plastic Pet Bottle, Water Bottle Flake, PP/HDPE/LDPE PE Film Jumbo Woven Bags Plastic Crusher Machine, Plastic Crushing Washing Recycling Machine
Waste Plastic Pet Bottle, Water Bottle Flake, PP/HDPE/LDPE PE Film Jumbo Woven Bags Plastic Crusher Machine, Plastic Crushing Washing Recycling Machine
-
 Type 2 Wall-Mounted Electric Car Charging Station 7kw /11 Kwelectric Vehicle Charging Station Home Wallbox AC EV Charger Single Phase or 3three Phase
Type 2 Wall-Mounted Electric Car Charging Station 7kw /11 Kwelectric Vehicle Charging Station Home Wallbox AC EV Charger Single Phase or 3three Phase
-
 G-View G12W Wholesale Auto Car LED Headlight Bulb High Power H13 H11 9005 H7 H4 Car LED Headlights LED Car Lights
G-View G12W Wholesale Auto Car LED Headlight Bulb High Power H13 H11 9005 H7 H4 Car LED Headlights LED Car Lights
-
 New Design Porcelain Round Plates Dinner Set for Wedding and Banquet
New Design Porcelain Round Plates Dinner Set for Wedding and Banquet
-
 China 2023 New Design Super Soft 100% Polyester Microfiber Knitted Oversized Decoration Hoodie Blanket
China 2023 New Design Super Soft 100% Polyester Microfiber Knitted Oversized Decoration Hoodie Blanket
-
 Handmade Art Creative Materials Thickened White Paper Cup DIY Disposable Handmade Colored Paper Cup
Handmade Art Creative Materials Thickened White Paper Cup DIY Disposable Handmade Colored Paper Cup



